





以下是我们上传的生产线钢筋切断机产地批发视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:生产线钢筋切断机产地批发的图文介绍


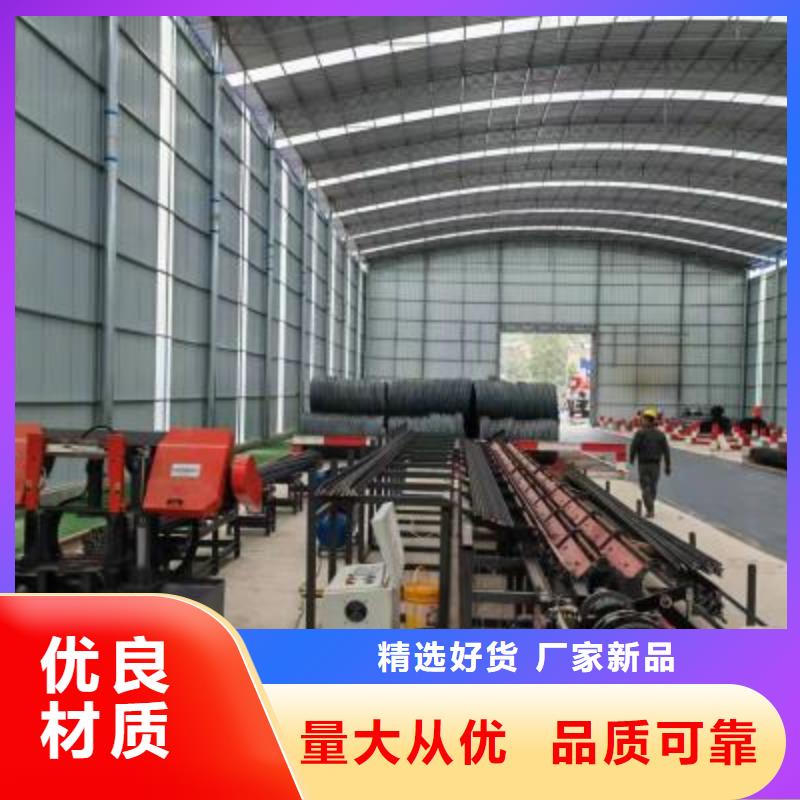
01源头工厂,海量货源
建贸机械 有限公司,拥有自建大型厂区,海量货源,满足客户的供货需求
02优良产品,保障质量
公司生产的 南京栖霞数控弯箍机厂家都是优良级别产品,保障产品的质量
03售后服务,让您无忧
建贸机械 有限公司,为您提供售前,售中,售后服务


5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。


锯带呈直线断裂 1、张力太小或太大
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件


